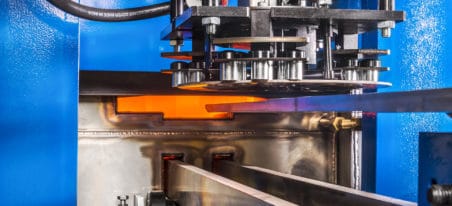
与传统的气氛渗碳相比,在低温渗碳的真空炉中进行低压渗碳(CBP),与传统的气氛渗碳相比,具有许多优点:无氧化,渗碳均匀性好,零件与零件之间的重复性好,加工金相公差如渗碳深度,最后,是零件芯部硬度控制。工艺尊重环境标准,因为它显著减少了二氧化碳排放和有害的化学产品排放。
低压渗碳
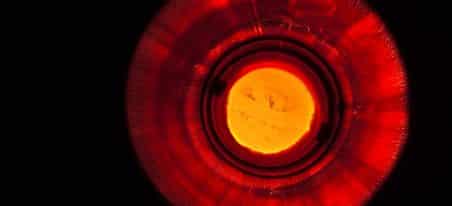
零件的质量
ECM Technologies的ICBP®低压渗碳装置使用Infracarb®专利工艺。 Infracarb®由交替注入C2H2和中性N2气体来扩散,C2H2通过在高温下在零件表面分解出碳分子来进行表面渗碳。
该处理之后是通过油或气体淬火马氏体化以获得在芯部和表面处所需的硬度。淬火介质的选择取决于淬火性和处理材料的质量。
其目的是维持在部件表面上反应性气体裂解后获得高浓度的单原子碳 – 没有达到钢中的碳溶解度极限,因此没有形成炭黑。因此,反应产率远远优于传统的基于CO / CO2平衡的气氛渗碳,同时仍不易于对大气产生影响。在低压渗碳中没有了传统气氛渗碳中碳势的概念,并且基本上使得该工艺更简单。
ECM Technologies的Infracarb®工艺可确保精确控制简单的物理参数,以获得最佳结果:温度,气体注入阶段的时间,流量和压力。
由于真空炉中的石墨区域加热技术,工艺温度一般高于传统的渗碳,在880和1050℃之间。循环时间显着减少:高达50%,取决于渗碳深度。
C2H2乙炔 – 用于低压渗碳 – 和N2氮气 – 用于扩散 – 是Infracarb®过程中使用的最常见的气体,在标准条件下。
乙炔是一种合成气,因此可以控制其纯度,提供出色的化学反应性(裂解率超过60%),从而使非常复杂的部件如柴油喷射部件渗碳变得简单。对处理前清洗的可能不均匀性也不太敏感,并防止发生软化区域。
大面积渗碳,富化能力强。
循环次数和长度取决于所需的渗碳深度。使用Infracarb®进行模拟,可以精确调整工艺参数,实现对渗碳深度的完美控制。
INFRACARB的主要特征
- 如果碳氮共渗,交替注入C2H2,N2和NH3
- 恒定的工作压力和温度
- 强渗阶段的数量和持续时间取决于所需的碳浓度和渗层深度
INFRACARB®的优势与气氛渗碳过程相比
- 气体反应的整体效率更好
- 没有晶间氧化(IGO)
- 完美控制和在有限的公差范围内可重复的渗层深度
- 更好地调整渗层深度的一致性
- 能够选择零件的表面碳含量
- 绿色工艺:耗气量减少很多,无一氧化碳/二氧化碳排放
- 将C2H2与N2混合以调整个别情况下的渗透性
- 随着工艺温度的升高,热处理时间急剧减少
- 零件的完美外观
- 结合低压碳氮共渗和停止提高疲劳强度